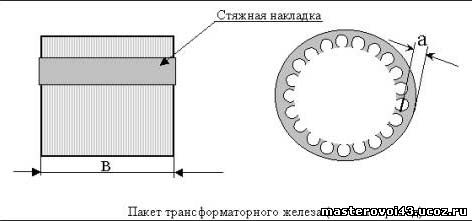
Выбирая размеры, следует помнить, что для сварочного аппарата оптимальное сечение магнитопровода SAB = 20...25 см2. Поэтому, выбирая статор для его изготовления желательно выбрать такой, чтобы размер "А" (см. рис. 3) составлял 30...40 мм. В этом случае, нарезая статор на диски с размером "В" 50...80 мм вы получите 2-3 готовых магнитопровода для сварочных аппаратов. Нарезка дисков в размер "В" производится ножовкой по металлу путем пропиливания наружных литых стяжек в пазах статора ЭД.
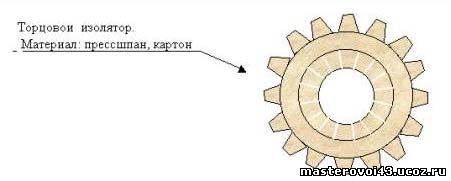
После этого 2-3 листа диска статора обычно приходят в негодность, их удаляет и расклепывают стяжки, скрепляя таким образом каждый из полученных магнитопроводов. Сверху при разделке статора использовать нельзя - теряются ферромагнитные свойства материала. Т-образные зубцы с внутренней стороны статора (см. выше) лучше удалять после нарезки статора на диски. После этого из электрокартона или толстого ватмана вырезаются 2 шайбы и 2 полосы по размеру полученного магнитопровода и наклеиваются на него. Затем магнитопровод плотно обматывается изоляционной лентой на х/б основе, последующим витком ленты наполовину перекрывая предыдуший.
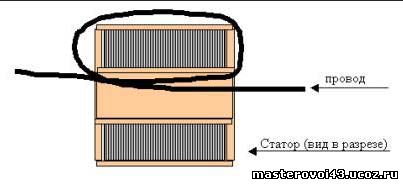
Число витков первичной обмотки определяется по формуле: 220 В х (40 : SAB ). Для первичной обмотки используется медный обмоточный провод сечением 3 мм2, т.е. диаметром 2 мм в тканевой или стеклотканевой изоляции. После выполнения первичной обмотки, ее необходимо обмотать слоем х/б изоленты.
Вторичная обмотка выполняется медным обмоточным проводом или шиной сечением 10...20 мм2 (диаметр провода 8...16 мм). Количество витков рассчитывается по формуле: V х (40 : SAB ), где V - напряжение на отводах вторичной обмотки равное 32, 44, 56 вольт. Например: отвод на 32 В следует делать через 64 витка - 32 х (40 : 20). 0тводы выполняются путем подмотки отрезков гибкого медного провода сечением равным сечению основного провода вторичной обмотки.
Электрическая схема сварочного аппарата показана на рис. 1.
В качестве обмоточных проводов рекомендуется медные провода типа ПЭВП, ПБ, ПБУ, ПСД, ППФ. Возможно использование и набора проводов меньшего сечения, при условии, что их общее сечение будет не менее заданного. Неплохие результаты дает использование проводов из трехфазных, трехжильных кабелей типа ААГ, АСГ, АСБ. Возможно использование шин с обмоток электродвигателя мощностью 4-6 кВт. Изоляцию шин восстановить изолентой.
При выполнении первичной и вторичной обмоток возможно использование алюминиевого провода типа АДО, ПЭВА, АПБ. Сечение проводов по сравнению с медными следует увеличить в 1,65 раза. Провода в хлорвиниловой изоляции не использовать - в этом случае изоляцию снять и обмотать провод по всей длине х/б изолентой.
При выполнении обмоток обратите внимание на намотку проводов с одинаковым усилием, равномерно располагайте их по окружности магнитопровода виток к витку. Первичная обмотка отделяется от вторичной двумя слоями х/б изоленты. Изоленту в этом случае и, при изолировании самого магнитопровода от первичной обмотки лучше заменить фторопластовой лентой. Ленту можно найти в конденсаторах типа ФT. Для удобства намотки проводов можно сразу отрезать провод требуемой длины, определив её так: длина провода в метрах равна 1,03 х LB х количество витков (см. рис. 3). Для вторичной обмотки LB - длина витка определяется не по магнитопроводу как на рис. 3, а по первичной обмотке. Длину провода определяйте с пятипроцентным запасом.
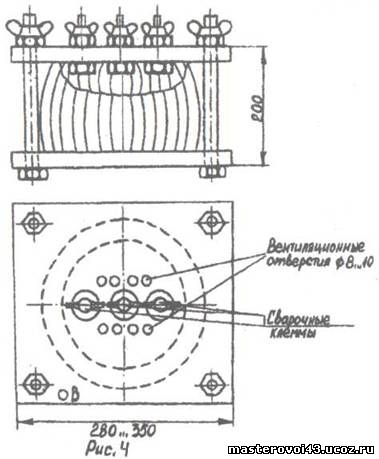
После изготовления трансформатора для улучшения качества изоляции следует провести пропитку: трансформатор поместить на сутки в ёмкость с электроизоляционным лаком: бакелитовым или типа МЛ. Затем двое-трое суток сушить на открытом воздухе. Во время пропитки и просушивания изготавливаются квадратные щиты для корпуса сварочного аппарата. Материал - текстолит, гетинакс, фанера толщиной 10 мм. Длина сторон квадрата должна на 20...30 мм превышать диаметр трансформатора. При сборке щиты стягиваются четырьмя болтами М8, один из них используется как клемма "0" В. В центре верхнего щита устанавливаются три болта М8 с барашками, используемые как сварочные клеммы; изнутри к ним подсоединяются соответствующие выводы вторичной обмотки. В центре щитов и в местах контакта щита верхнего с трансформатором сверлятся вентиляционные отверстия. К сети аппарат подключается любым проводом в изоляции сечением 2...3 мм2. В цепь первичной обмотки включается плавкий предохранитель на 25...40 А.
Общий вид трансформатора показан на рис. 4.
Аппарат можно использовать для запуска двигателя автомобиля от сети, собрав простейший выпрямитель на диодах В200, ВК200 и подключив его к сварочному аппарату так, как показано на рис. 2.