




Мобильный горн
Для кузнечного дела нет ничего лучше мобильного горна. Такой горн позволяет прогреть достаточно крупные детали до нужной температуры в полевых условиях.
Небольшой мобильный горн позволяет организовать мини-цех по горячей обработке металла в любом удобном для этого месте. Горн сделан из толстостенного металла и весит не так уж и мало. Чтобы перемещать горн, на ножки поставлены широкие и мощные колёса.
Очаг горна сварен из полос листовой стали толщиной 5 мм. В его переднюю часть вставляется вытяжной поручень, сделанный из стального прутка 016 мм, который позволяет положить клещи, зажимающие разогреваемую заготовку.
На поручень можно подвесить и другой инструмент кузнеца, который всегда должен быть под рукой.

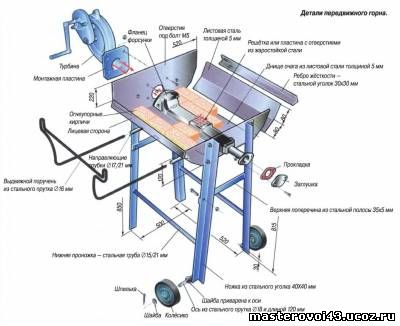
В задней части очага закреплена ручная турбинка для нагнетания воздуха в фурму. В нашем случае использована ручная турбина от старого сельского переносного горна. Но её можно легко заменить на электрическую турбину с регулировкой оборотов, которая, например, стоит в пылесосах.
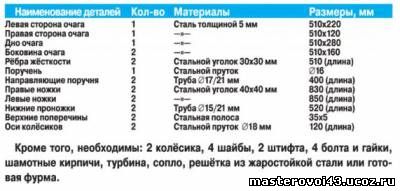
Четырех ножек из стального уголка 40×40 мм достаточно, чтобы выдержать груз очага с обкладкой из шамотных кирпичей и стальной разогреваемой деталью. Ножки объединены в передней части двумя нижними продольными трубчатыми проножками и двумя верхними поперечинами из полосовой стали. Все соединения — сварные. Надо также отметить, что ножки правой стороны короче ножек левой стороны, так как они на колесиках. Длина этих ножек должна быть определена в зависимости от диаметров колёсиков.

Турбина для этого горна использована от старого переносного сельского горна, давно пришедшего в негодность.
Подобные ручные устройства с трубопроводами и крепёжной арматурой использовались для принудительной вентиляции на объектах гражданской обороны.
Очаг сварен из пяти стальных листов. Форму его задают боковины со специально обрезанными нижними углами. Левая боковина — на 100 мм выше, чем правая, что связано с креплением в центре очага турбины, имеющей довольно большой фланец, и форсунки с большим диаметром сопла.
К прямоугольному днищу очага боковые стенки внутри приваривают сплошным швом по всему периметру, чтобы обеспечивать герметичность.
Решётку делают из жаропрочной стали, просверлив в пластине ряды отверстий. Решётку лучше сделать съёмной, так как именно её придется менять первой.
«Советы профессионалов» №5/10
